Chcete proniknout do tajů výroby tohoto magického nástroje? Zajímá vás proces výroby handpanu a chcete vědět co obnáší vyrobit jeden takový železný nástroj? V tomto příspěvku vás provedu svým vlastním procesem výroby handpanu.
Varování: Pokud se rozhodnete pustit do výroby, protože by jste si chtěli jeden udělat sami pro sebe – musím vás upozornit že vás celý tento proces, obstarání nářadí, odhlučněných prostor (při tepání penumatickým kladivem je hluk nad 130dB) atd bude stát asi jako nákup 10-20 nových nástrojů. A nejspíše vás váš první vyrobený kousek ani moc těšit nebude. Výroba handpanu je defakto řemeslo a ze své zkušenosti můžu říct že tomu, co se ve skutečnosti s plechem děje a jak ho správně formovat začnete zjišťovat tak po 20-30 vyrobených kouscích, tisíci hodinách v dílně a nebo roku práce. Výroba hanpanu není jen ladění, je s tím spojena spousta dalších úkonů jako povolování a utahování kruhů, dílčí práce s plechem a vyžaduje to určitou manuální zručnost – ne každý se tomu lehce naučí. A na závěr, proto aby jste handpan mohli vyrábět ho musíte milovat, musíte mít rádi tento nástroj a zvuky které vydává a především neuspějete, pokud to budete chtít dělat jen pro peníze – tento nástroj stejně jako mnoho dalších by měl přinášet radost, duchovní poznání, uklidňovat, navozovat příjemnou atmosféru a to jsou také ty důvody, proč handpany vyrábím.
A teď k procesu výroby:
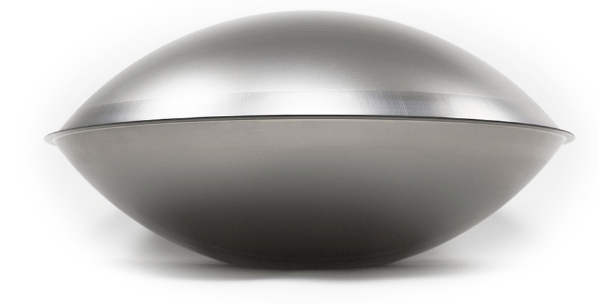
Dříve jsem si zkoušel obstarávat sám rovné plechy, protože jednou z možností jak si vyrobit základní tvar handpanu je kompletně ruční výroba – tedy vybouchání kopule z rovného plechu kladívkem a nebo za použití velké železné koule viz obrázek níže. Pár jsem jich takto vybouchal, ale vzhledem k tomu že vytvarování jedné zabere cca 8 hodin velmi intenzivní a extrémně náročné fyzické práce (ano, opravdu nechcete druhý den jít dělat to samé, jen protože potřebujete i spodní část nástroje:-) ) a byly to moje začátky, kdy se klidně mohlo stát že onen nástroj prostě někde prasknul, něco nešlo naladit (nicméně to se může stát pořád a také se to pořád děje) – tak jsem zvolil cestu už koupených základních tvarů a to jak kovotlačitelsky vyrobených (na soustruhu) a nebo hlubokotažených, tedy lisovaných kopulí.

Jakmile máme tedy kopuli, volíme stupnici kterou na nástroji budeme mít. Pro tento článek jsem zvolil univerzální a běžné nástroje v ladění D – Mystic a D celtic a provedu vás výrobou těchto nástrojů od začátku až do konce.
Na kopuli tedy rozmístíme šablony tónů. Za určením přesných velikostí stojí také pár desítek hodin experimentování, i když ty univerzální se dají najít na internetu, každý výrobce handpanů má svůj styl výroby a používá nebo preferuje jiné poměry stran a například i jiné velikosti dimplů – což jsou ty malé důlky uvnitř. Více se rozdlílnosti handpanů věnuji v článku kde koupit handpan a do jakého nástroje (ne)investovat.

Jakmile máme šablony rozmístěné, začneme s výrobou oněch malých důlků – tedy dimplů. Nakreslíme si jejich polohu a jdeme je lisovat.

Obreslené dimply.

Nyní přikročíme k samotnému lisování dimplů. Je potřeba znát správný tlak jaký si můžeme k danému materiálu dovolit – moc málo a dimpl bude nevýrazný, moc velký tlak nám zase prorazí plech a můžeme pak celou kupoli rovnou vyhodit.

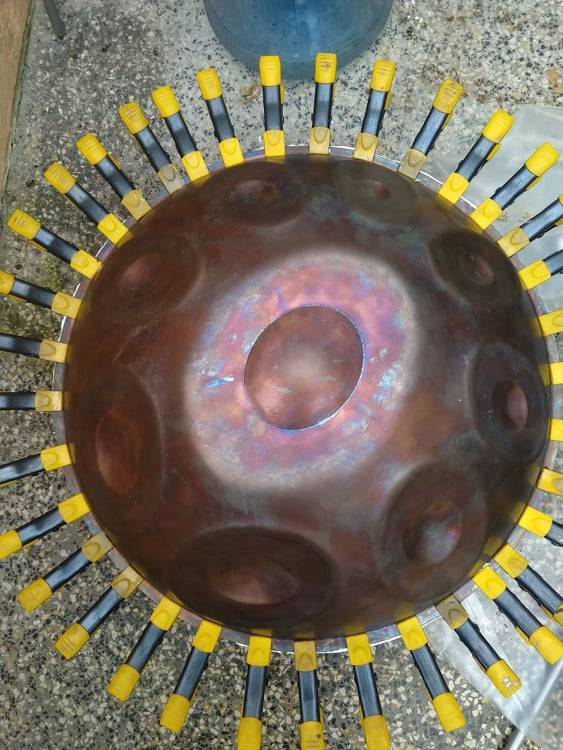
Po vylisování (ne všechny se dají lisovat a některé je pořád lepší vyklepat ručně) všech dimplů vypadá kupole asi takto:

Nástroj stáhneme do pevných masivních kruhů a i když se může zdát, že už je téměř hotový, před námi je ještě cca 90% práce, ne-li víc. Kopule je připravená na předtvarování základních dispozic a čeká jí tisíce a tisíce úderů pneumatickým kladivem a gumovou palicí.



Až na barvu se nám může vizuálně zdát že máme hotový handpan, že? Ale asi by jste s ním nebyli příliš spokojení jakožto s kvalitním nástrojem, zní totiž asi takto:
Pnutí v notových polích totiž není takové jaké by mělo, jednoduše není „vyladěné“. Proto nás teď čeká několik hodin práce, tisíce úderů pomocí kladívka a před námi je naladění celkem 10×3 = 30 přesných frekvencí na tomto nástroji. Ano, protože každý tón je složený ze základní frekvence (fundamentální), oktávy a kvinty. Což je také důvod proč handpany zní tak dobře – protože rozezvučením jedné plošky máte tři harmonické frekcence v poměru 1:2:3.
Pro představu toho, do jakého tvaru je třeba dostat membránu notového pole je možné si představit tvar brambůrku pringles. Pokud máte po ruce handpan a ten má naladěné tyto tři základní frekvence mělo by to být patrné i z tvaru každého notového pole. Při ladění handpanu se můžeme setkat i s alternativními harmonickými na notových polích.
Samozřejmě platí, že když se snažíte naladit klepáním jednu ze tří frekvencí, rozhodí se dvě zbývající frekvence a tak pořád a pořád dokola – to je vlastně ono umění ladění a především zkouška trpělivosti. Nikdy se to nedá usnadnit, zautomatizovat nebo obejít, ladění každého tónu je svým způsobem výzva. (A teď už vím, proč mě jako malého fascinovalo velké staré rádio u babičky, kde jste zmáčknutím jednoho tlačítka „vymáčknuli“ jiné už stisknuté tlačítko a naopak 🙂 ).

Takže po „vytepání“ těchto tvarů a za pomocí ladičky (pro určení přesné frekvence), nastolení ideální komprese v tónových polí (tím určujeme znělost membrány od vytahané až po napnuté a silně perkusivní, zvukově pronikavé), dostaneme zvuk asi takovýto:
Už jsou slyšet základní tóny stupnice, ale pořád to tak nějak není ono, že? Je to ze dvou důvodů – nástroj je upnutý v ladících kruzích, tzn nemáme spodní polokouli jako rezonátor a za druhé pracujeme se surovou nerezovou ocelí. Takto vyladěná kupole je totiž připravena na vypálení do pece. Toto vypálení uvolní stresové pnutí které jsme způsobili tvarováním a laděním, ale také zesílí a vyhraní výsledný zvuk (podle osobního odhadu cca o 50%). To znamená, že po vypálení a přiložení spodní polokoule budeme mít hotový a znělý nástroj? Ani zdaleka, a to protože po vypálení se uvolní pnutí a veškeré ladění co jsme provedli se nám rozhodí! Hned si ukážeme jak takový nástroj po vytažení z pece zní (a vypadá).
Je to celkem hrůza co? Už jsme měli naladěný nástroj a teď celé znovu? Téměř 🙂 Odměnou nám však bude stabilní a mnohem zvučnější ladění. Výsledek zase po pár stovkách, nebo tisíci úderech:
Už jsou jadně rozpoznatelné základní tóny a alikvóty. Nicméně finální zvuk získáme až po slepení, kdy budou obě části pevně držet k sobě a zvuk bude moci rezonovat v celém objemu vnitřního prostoru handpanu.
Po slepení nástroje se nám obvykle ladění zase trošku posune, obvykle to dělám tak, že hned po nasazení svorek se snažím nástroj – doklepnout (ano, i zevnitř) tak aby co nejlépe zněl – prostě nesnesu pocit, že mám slepený nástroj a ten hraje falešně. Díky svorkám je to samozřejmě obtížnejší, a zbytek se musí dodělat až po zaschnutí lepidla po několika dnech (zkušenost je i taková, že už slepený handpan prostě nešel doladit – zevnitř se opravdu nedá vyvinout taková síla jako v ladících kruzích a můj rekord je natřikrát rozdělávaný a znovu slepovaný nástroj – vše samozřejmě z cca týdenním odstupem po zaschnutí lepidla 🙂 ). Takže pár dnů vydržíme a výsledek na sebe nenechá dlouho čekat:
Jakmile je finální handpan hotov, můžou se na něm provést dodatečné estetické úpravy, jako je pokreslení povrchu handpanu, přidání bočních gumových nebo provázkových okrajů atd.
Dodatek: O prázdninách zde byla i místní televize – Infokanál JIK a notočila krátký příspěvek o netradičním řemesle, výrobě handpanů Magicpan:
Pokud vás zajímá více: místní výrobci handpanů v České republice a na Slovensku nebo seznam hotových nástrojů v handpan shopu.